本来ばねは、専用材料を用いて加工後に熱処理をすることで機能を発揮します。しかし、加わる力を小さく工夫すれば板金加工でもばね機能を持たせることができます。
ばね機能を持たせた板金加工をご紹介するために、板金加工で転倒防止付アルミフレーム端材台車を製作しました。アルミフレームを簡単に脱着できる簡易的なばねを、meviy(メヴィー)で注文できる材料で製作し、MISUMI FRAMES(ミスミフレームズ)で作成したアルミフレーム台車に取り付けます。

アルミフレーム台車に取り付けたばね機能を持つ板金部品
アルミフレームで製作した端材台車の転倒防止対策
私の会社ではさまざまな種類の鉄板の加工をしていますが、鉄板全面積を使わず保管するケースが多いです。そのため、鉄板加工後の端材の置き場に困っています。そこで、端材を板厚ごとに収納する端材台車を製作することにしました。
構造はアルミフレームで設計は、MISUMI FRAMESで行います。アルミフレームはHFS6-3030(30角)を使用します。MISUMI FRAMESでは、フレーム同士が接触するとフレームキャップや締結部品を自動で選択してくれて便利です。
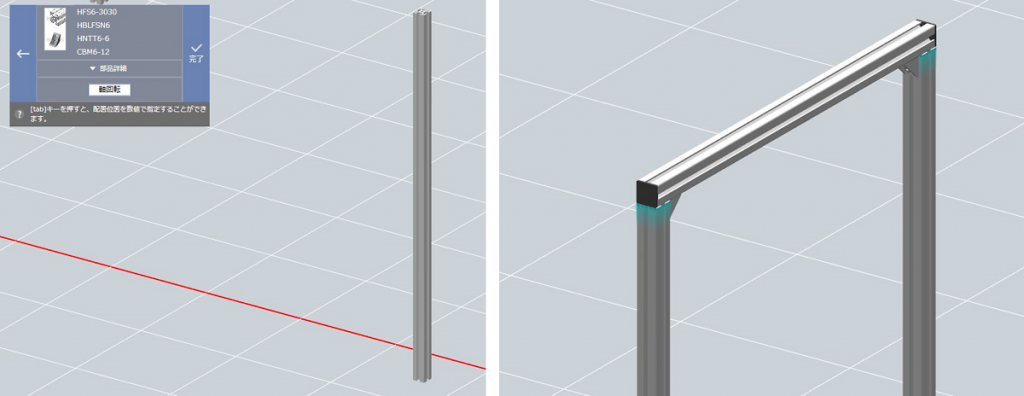
MISUMI FRAMES操作の様子
MISUMI FRAMESはアルミフレーム筐体設計を劇的に楽にする無料ソフトです。筐体設計時間を最大90%削減します。設計で選択した部品をまとめて注文することができます。
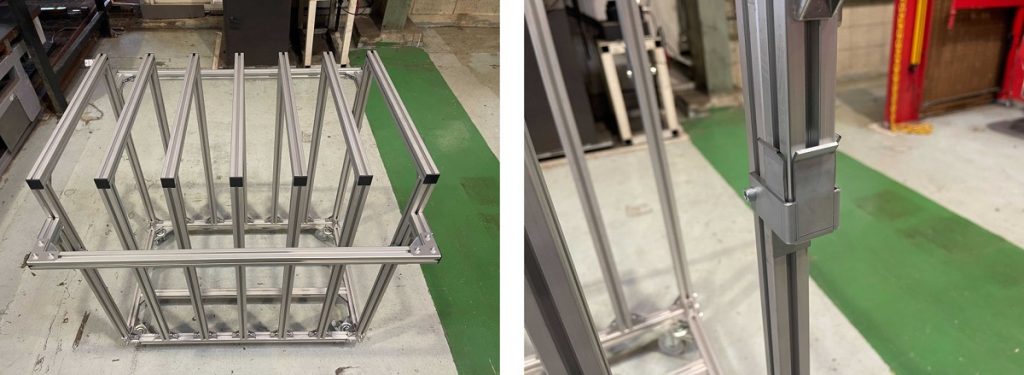
設計完了後、注文して届いた部品を組み立てて端材台車が完成しました。
 MISUMI FRAMES設計完了 |
 端材台車の完成 |
しかし実際に端材を収納すると、端材が倒れてしまう危険があることが解りました。
転倒防止対策でこのようなアルミフレームを追加します。
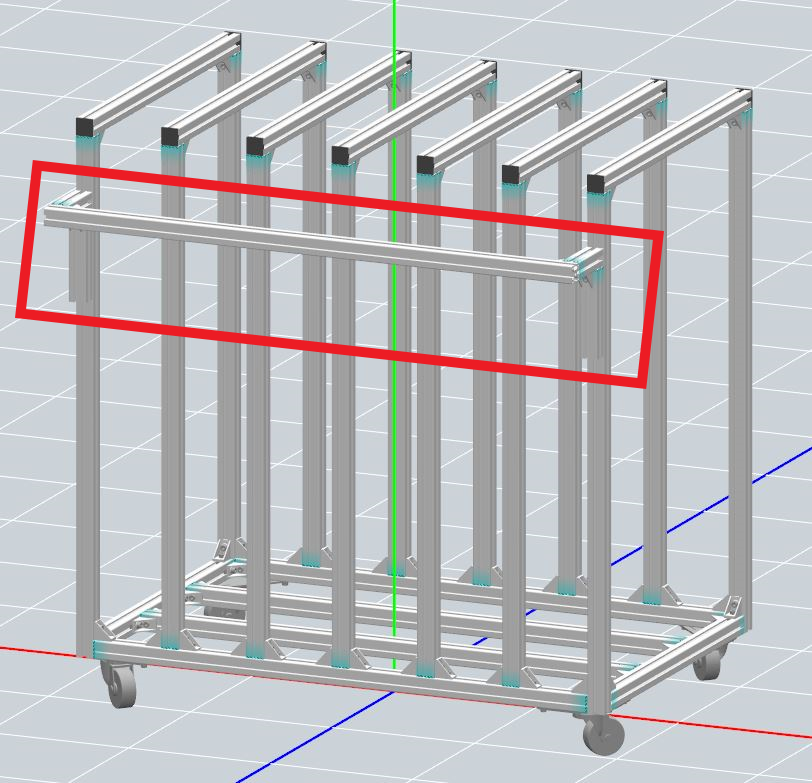
MISUMI FRAMES転倒防止フレーム
ただし、このまま転倒防止アルミフレームをボルトで固定してしまうと、端材を搬出するときに邪魔になります。端材を搬出するときは簡単に外せて、固定するときは端材が倒れないようにしたいです。
このような問題を解決するために図のような、ばね機能を持たせた板金部品を製作します。
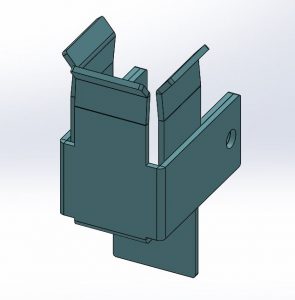
例)ばね機能を持たせた板金加工のイメージ
MISUMI FRAMESについての詳細は、MISUMI FRAMES(ミスミフレームズ) サポート – 使い方をご覧ください。
ばね機能を持たせた板金加工の設計ポイント
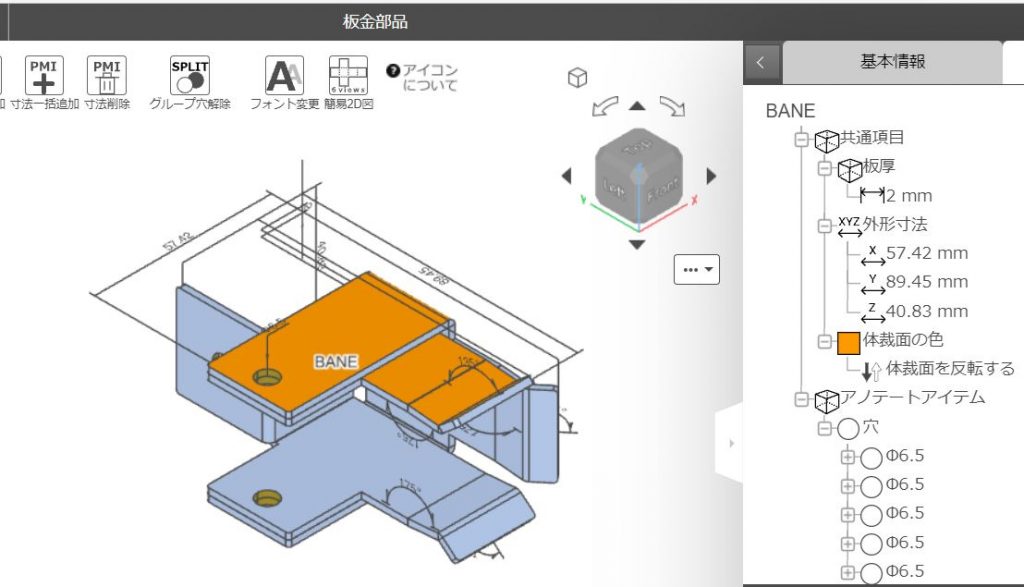
さっそく、ばね機能を持たせた板金部品の設計をしてみましょう。
今回、材質はSECC(電気亜鉛メッキ鋼板)、板厚は2ミリを想定して3Dモデルを作成します。
例として弊社で使用しているSheetWorks ※ で作成します。
※SheetWorksは、3次元CADソフトウェアSOLIDWORKSをベースCADとし、板金製造業向けに特化したあらゆるコマンドを搭載したアマダ社製の3D CADソフトです。
1.ベースフランジの設計
まずはアルミフレームに接するベースフランジ部分を設計します。
・ 板金[ベースフランジ]を使用します。
・ 右側面に28.5と28のスケッチを作成し、方向1では中間平面を深さ26に設定します。
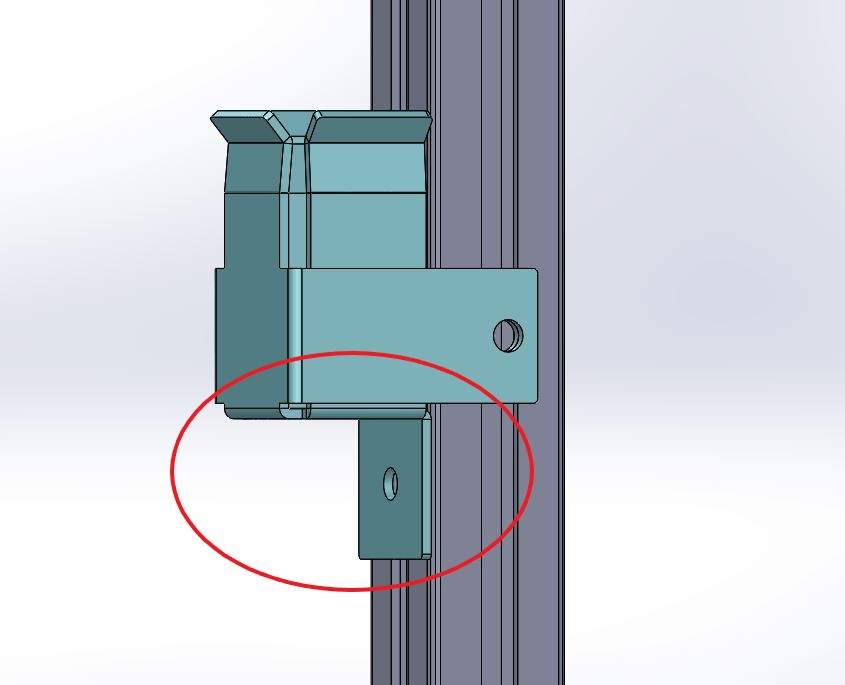
図1 アルミフレームに接する部分
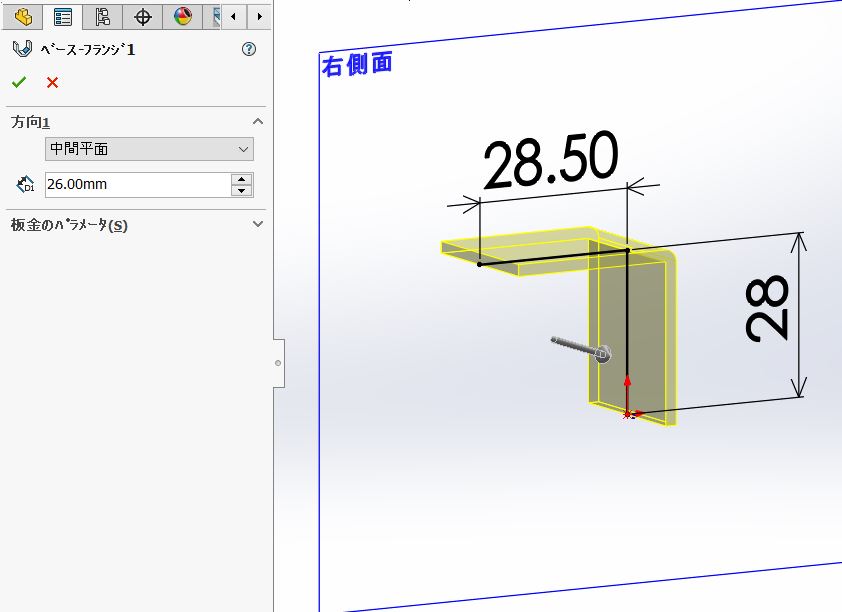
図2 ベースフランジを使用
2.ばね機構の設計
次にばね機構を設計します。
・ 板金[エッジフランジ]を使用します。
・ 単純にまっすぐではアルミフレームと摩擦するだけなので5度の曲げを追加してアルミフレームを挟みこみます。
・ 挿入しやすいように45度曲げのかえしを追加します。
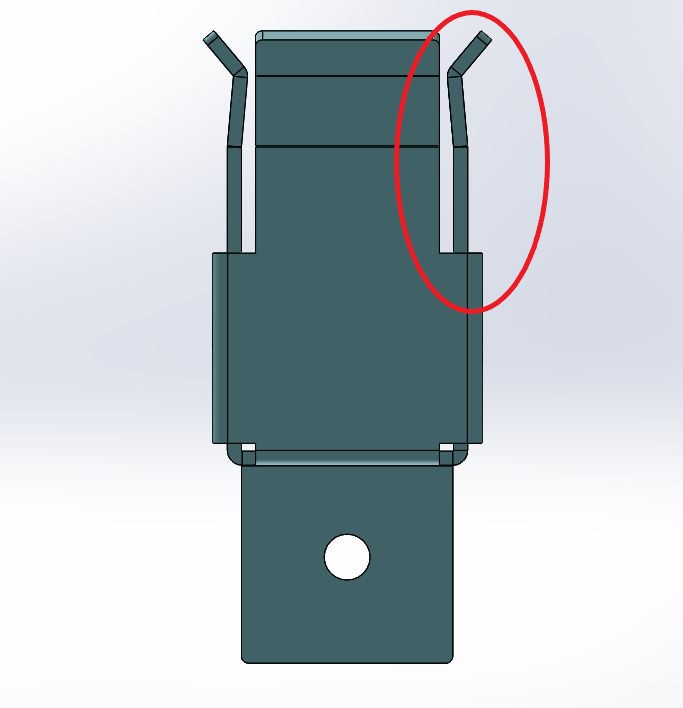
図3 ばね機構
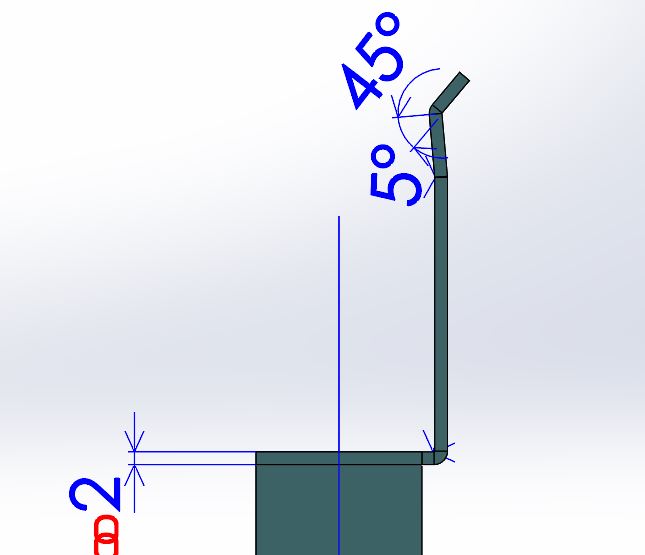
図4 5度と45度の曲げ
同じように残りの2箇所も作成します。
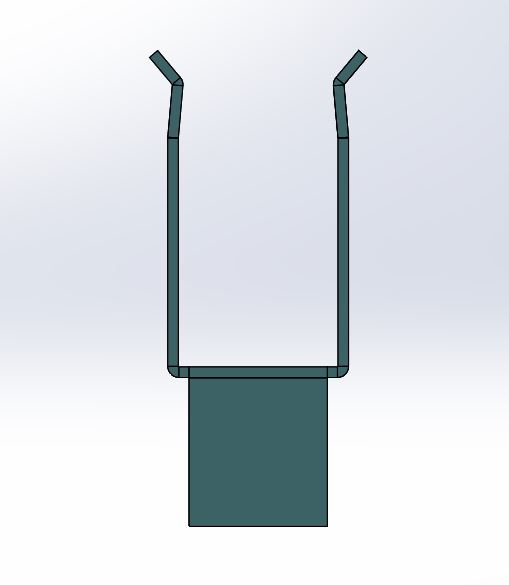
図5 2箇所目を追加
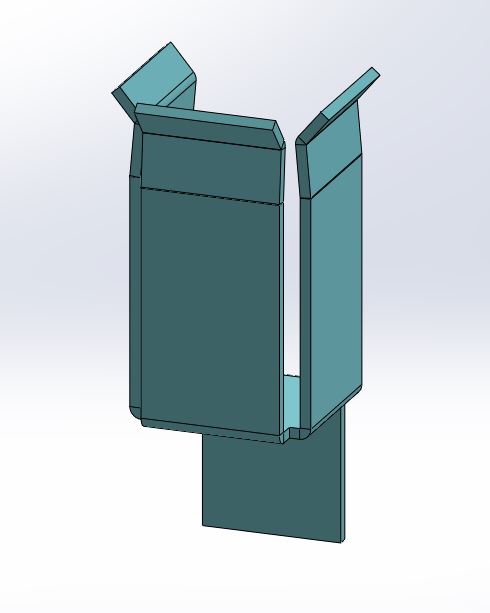
図6 3箇所目を追加
3.フランジの追加
アルミフレーム端材台車と締結する部分のフランジを追加します。
・ 板金[ベースタブ]を使用します。
・ 25と27のスケッチを作成します。
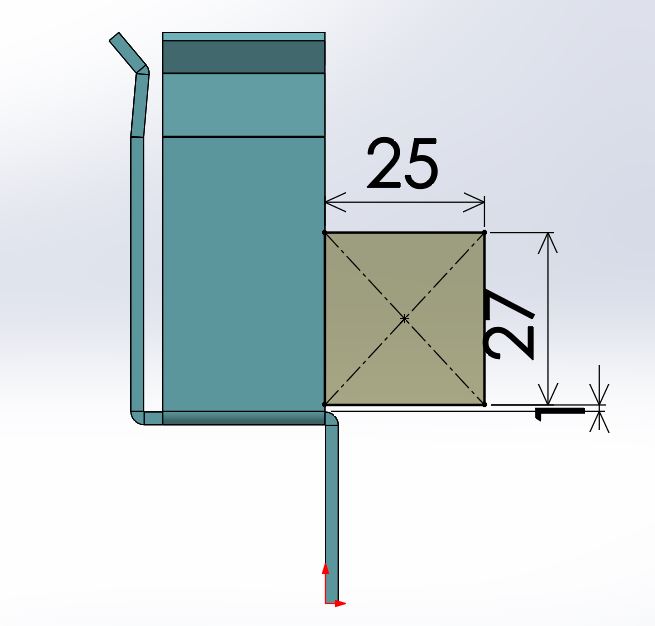
図7 フランジ追加
次に端材が倒れてきても耐えるように補強を追加します。
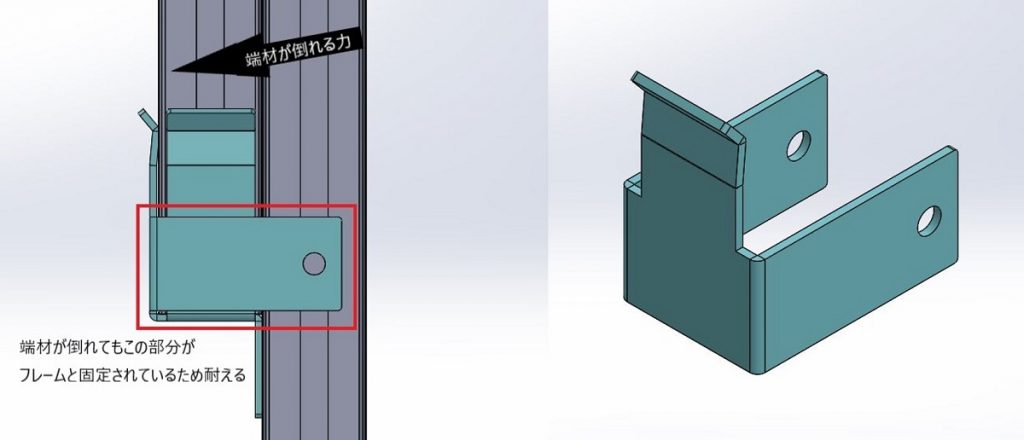
図8 補強を追加
ばね、補強それぞれ別部品にすれば簡単ですが、meviyの製作可否の判定機能を利用して1つの部品でばね、補強の機能を満たせないかを検討します。
図9のエッジに90度のフランジを追加します。
・ 板金[エッジフランジ]を使用します。
・ エッジ長さを頂点指定として、先程のフランジ頂点を選択します。
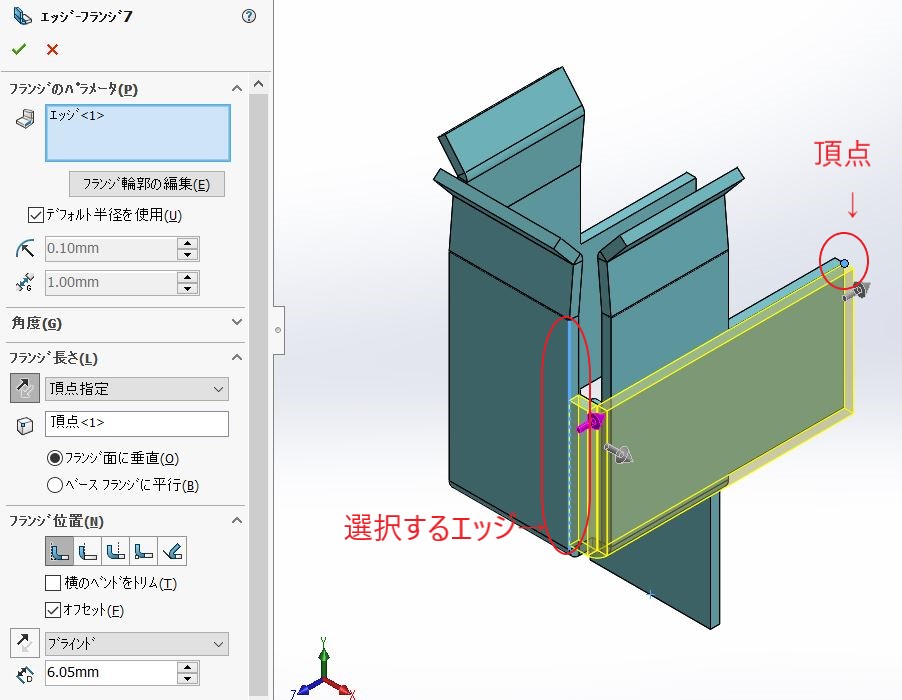
図9 エッジと頂点
また、フランジ位置はオフセットを選択し、ブラインド6.05とします。ばねの外側にフランジが配置されます。
実際の使用では、ばね・補強のフランジは接触しますが、3Dデータ上で接触すると平板への展開ができないので図10のように0.05ミリの実形状に影響のない程度の隙間を設けました。
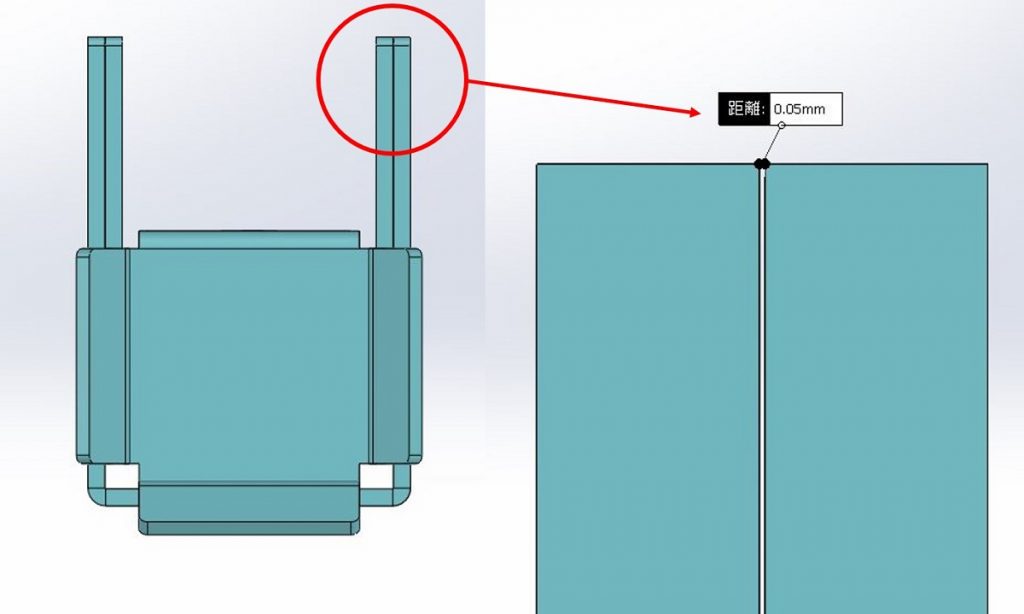
図10 0.05ミリの隙間
4.フィレット処理
けが防止でエッジ部はフィレット処理します。
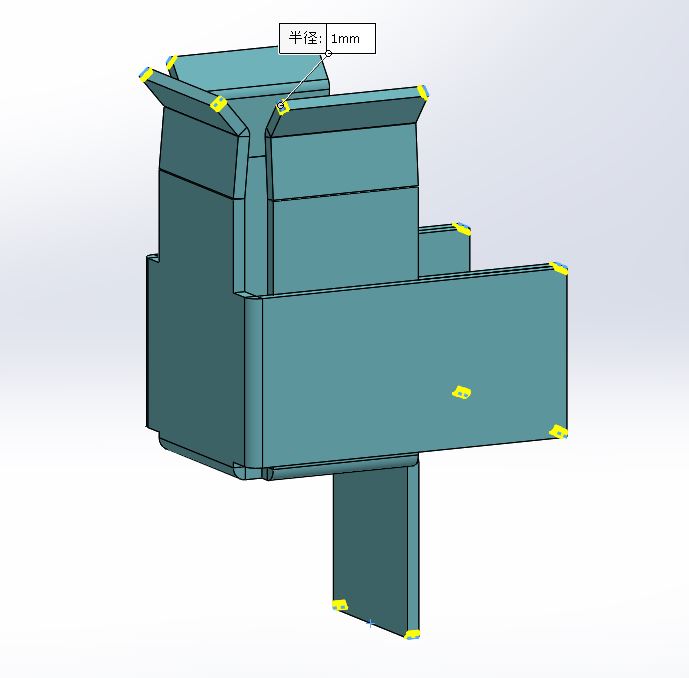
図11 フィレット処理
5.ボルト穴の追加
最後にボルト穴を追加しアルミフレーム端材台車とボルト締結します。
・ フィーチャー[押し出しカット]を使用します。
・ 右側面にΦ6.5のスケッチを作成し、方向1を全貫通・両方に設定します。
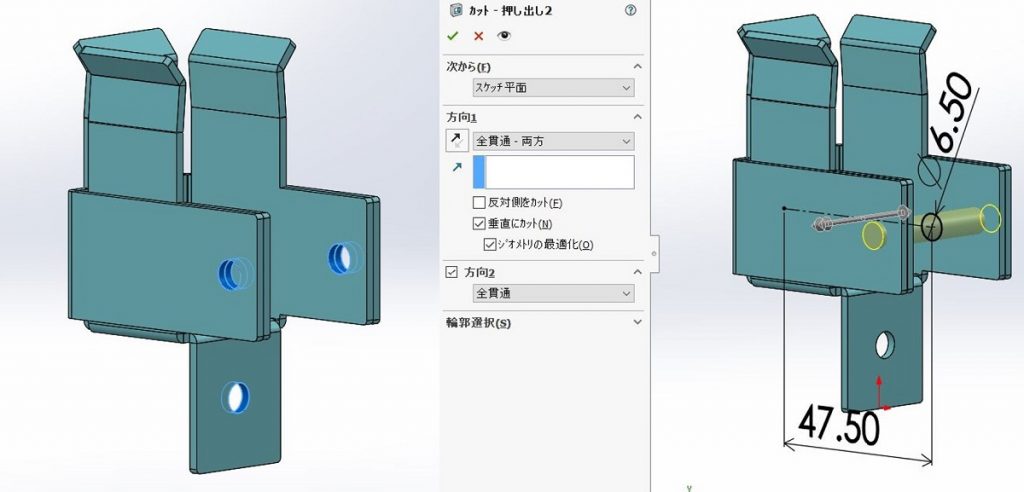
図12 ボルト穴追加
設計が完了しました。
これで端材が倒れてきても耐えることができるようになりました。
展開図はこのようになります。
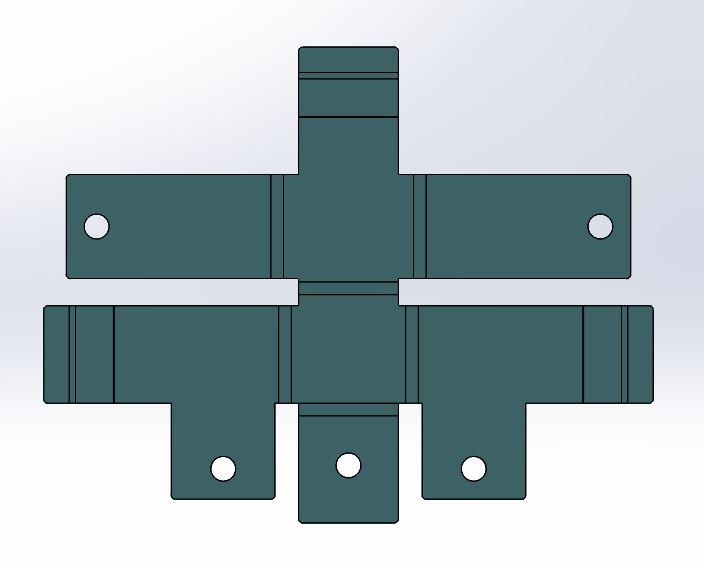
図13 展開図
6.meviyで見積もりして製作可能か確認
製作が可能かを、meviyで見積もりして確認します。
meviy 見積もり設定画面
無事に製作できることが解りました。
従来は、実際に作って見なければ判らなかった設計仕様が製作する前に確認できました。これも、meviyならではの機能です。
切断と曲げ加工をしてみよう!板金加工のポイント
それでは実際に切断と曲げ加工を行っていきましょう。まずは切断です。
1.切断加工
穴と外周加工だけで成形加工はないので単体レーザー加工機で加工します。

アマダ製FOMⅡRI
レーザー加工機を動かすためのプログラムを事前にCAMで作成します。
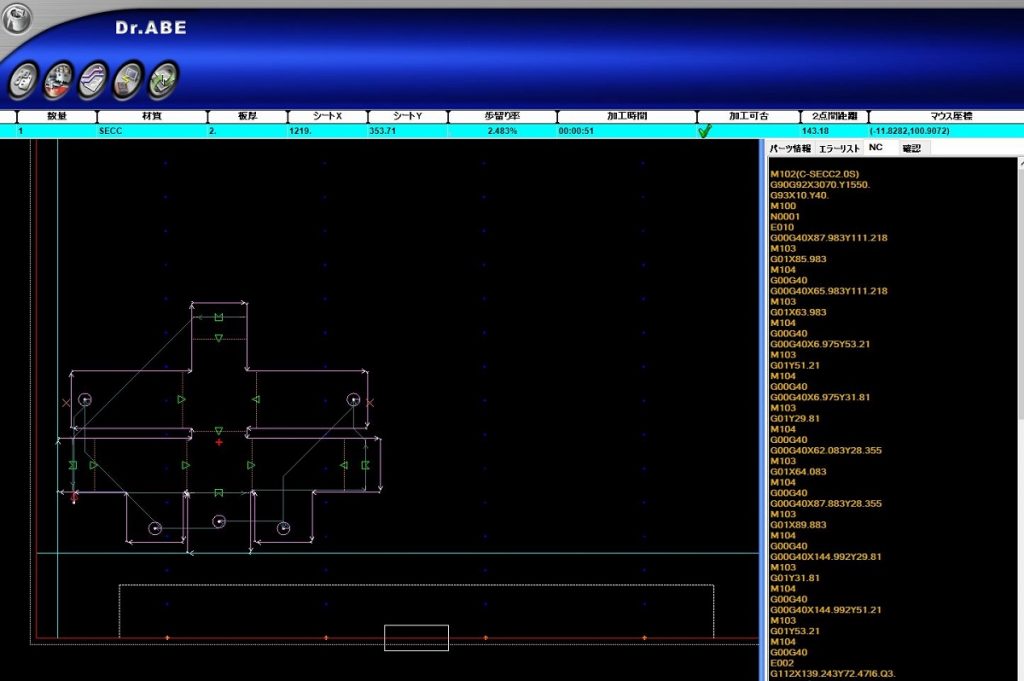
レーザーCAM画面
材料をセットして加工スタートします。

レーザー加工機に材料をセット

レーザー加工の様子
レーザー加工が完了しました。
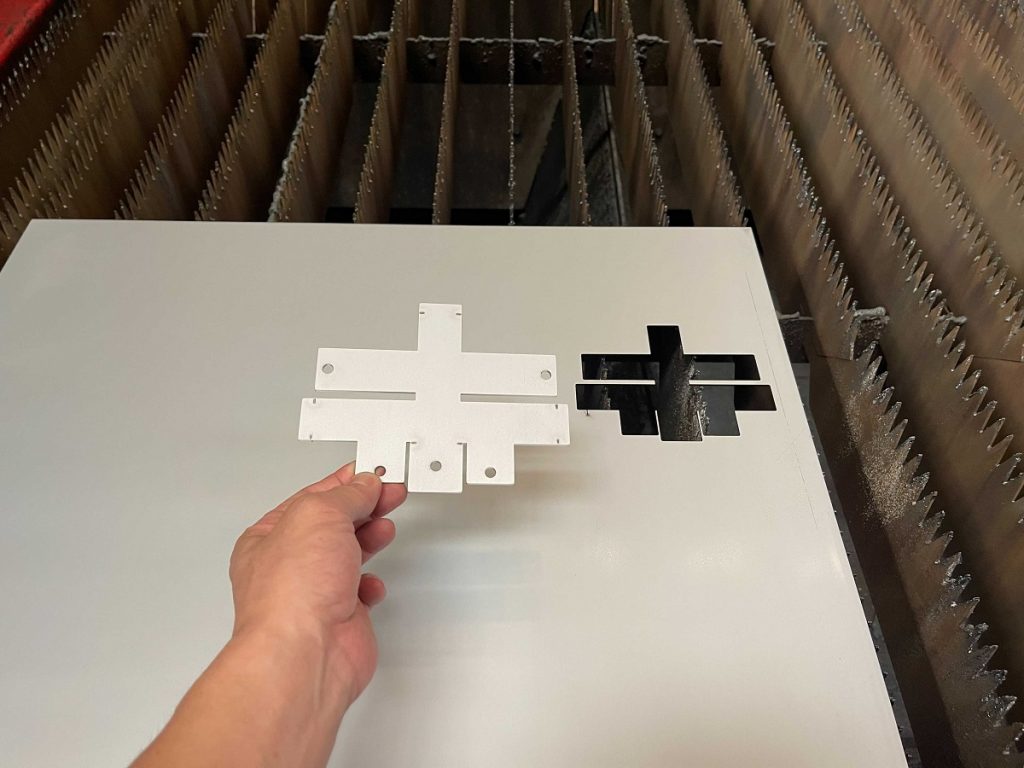
レーザー加工機による切断の完了
2.曲げ加工(プレスブレーキ)
次はプレスブレーキを使用した曲げ加工です。

アマダ製プレスブレーキHG-1303
曲げ加工も事前にプレスブレーキを動かすためのプログラムをCAMで作成します。
加工機画面でプログラムを確認します。

加工機画面
1つの部品で2つの機能をもりこんでいるので曲げ数が多いです。複雑に見えますが事前にCAMで加工確認しているので曲がることが確認できます。
金型の取り付けを行います。
金型種類と取り付け位置はプログラムで設定されています。
画面に従い金型取り付け
画面を見ながら取り付けし、スタートボタンを押して曲げ加工を開始します。

画面で曲げる位置を確認
ワークをバックゲージに当てる
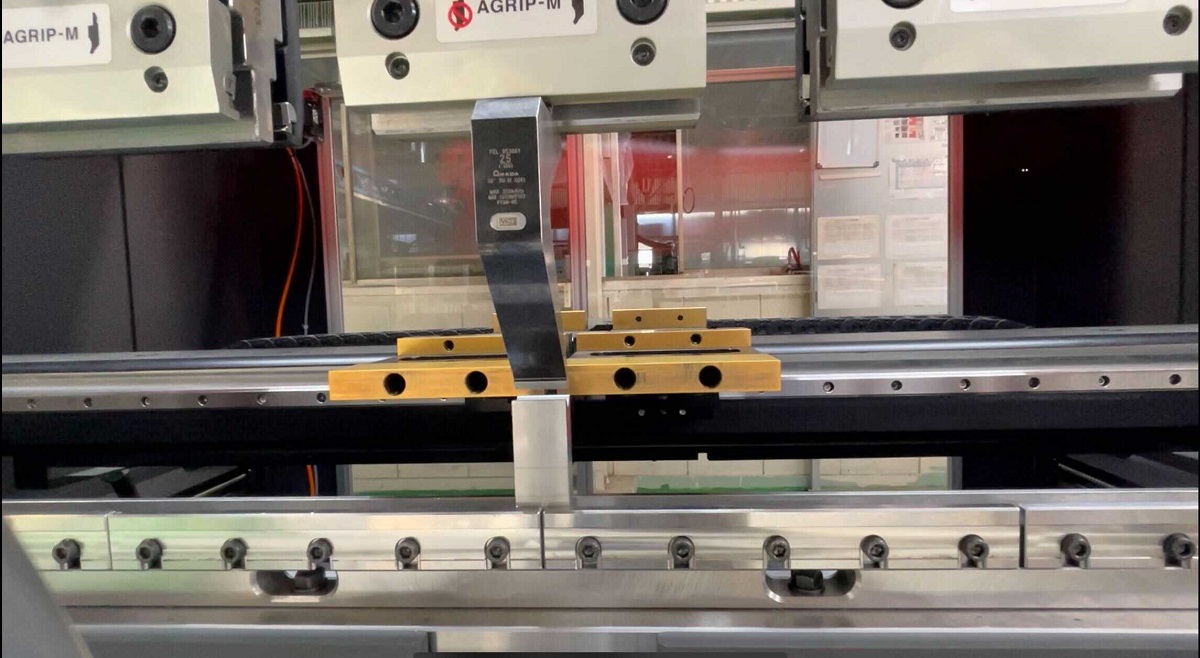
ばね機能を持たせた板金が完成しました。

ばね機能を持たせた板金の完成
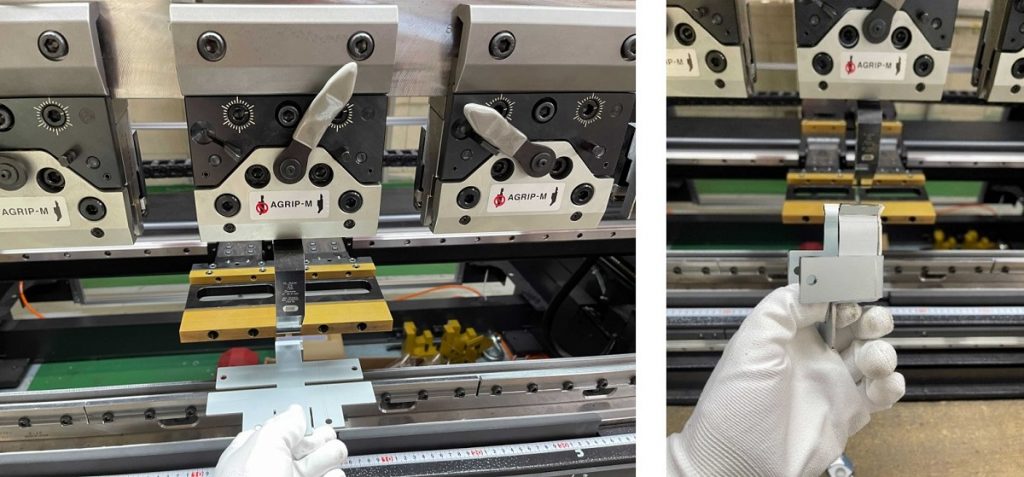
アルミフレーム端材台車に取り付けます。
アルミフレーム端材台車にばね機能を持たせた板金を取り付け
転倒防止アルミフレームを簡単に脱着できます。

転倒防止アルミフレームを簡単に脱着
転倒しても耐えることが確認できます。

台車に端材を収納した様子
まとめ
いかがでしたか。
3つめのレシピ「板金加工で部品にばね機能を持たせる」では、アルミフレームを挟みこむ5度の曲げと、アルミフレームを挿入しやすいように45度曲げの“かえし”を追加し、補強を加えることで端材台車の転倒を防止する対策ができました。
また、形状が複雑で別部品にすれば簡単な部品でも、meviyの製作可否の判定機能を利用して1つの部品に集約することもポイントです。
今回はアルミフレームで製造した端材台車に転倒防止のための、ばね機能を持たせた板金部品をmeviyで、アルミフレーム本体はMISUMI FRAMESを利用して製作しました。
アルミフレームを簡単に脱着できる簡易的なばねにより、安全と利便性を両立できましたね。
meviy、MISUMI FRAMESともミスミ会員ID(無料)があれば、どなたでも製作が可能です。
少しの工夫で広がる板金レパートリー!次回のレシピは、現場で役立つ”動作のムダ”を改善する方法を紹介予定です。
皆さんのアイデアにつながるような情報を発信していきますね、お楽しみに。
前の記事
次の記事

